What is your current chip load? How do you calculate it?
By Ryan Scarlett

I. Introduction
- Explanation of CNC tooling
- Importance of chip load in CNC machining
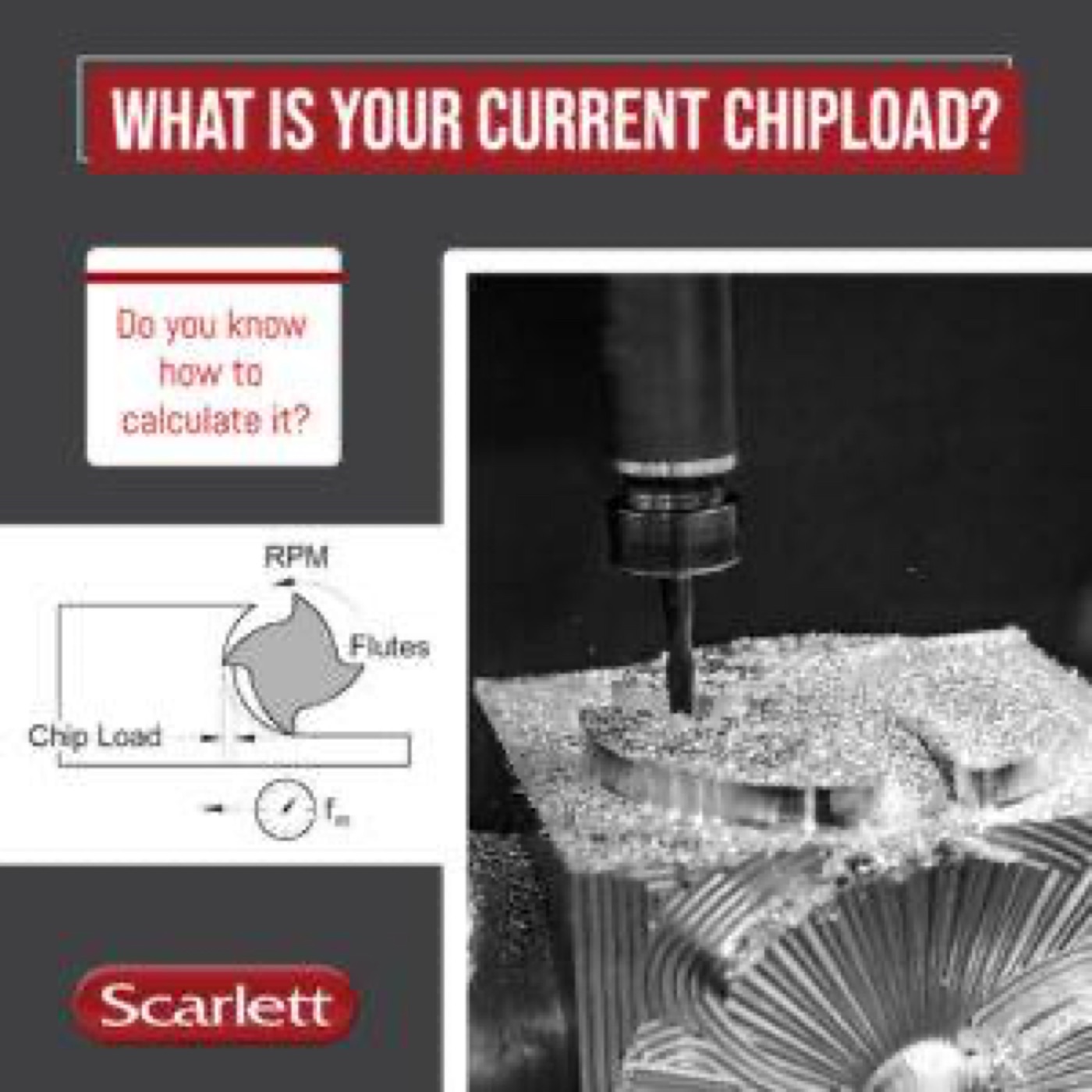
II. What is Chip Load?
- Definition of chip load
- Significance of chip load in CNC machining
III. Factors Affecting Chip Load
- Spindle speed
- Feed rate
- Number of flutes on the tool
- Material being machined
IV. Calculating Chip Load
- Formula for chip load calculation
- Step-by-step guide to calculating chip load
V. Importance of Proper Chip Load
- Effects of inadequate chip load
- Effects of excessive chip load
- Achieving optimal chip load for efficient machining
VI. Tips for Managing Chip Load
- Using the correct cutting tools
- Adjusting spindle speed and feed rate
- Monitoring tool wear
- Considering material properties
VII. Common Mistakes in Chip Load Calculation
- Overlooking tool geometry
- Ignoring material-specific recommendations
- Failing to account for machine capabilities
VIII. Case Studies and Examples
- Demonstrating chip load calculations for different scenarios
- Real-world examples of chip load optimization
IX. Chip Load and Tool Life
- Relationship between chip load and tool longevity
- Strategies for extending tool life through chip load optimization
X. Conclusion
XI. FAQs
- What happens if the chip load is too low?
- Can chip load vary for different cutting operations?
- Is chip load the same as feed rate?
- How often should chip load be adjusted?
- What are the consequences of an incorrect chip load?
What is your current chip load? How do you calculate it?
CNC machining is a precise and efficient method of manufacturing that relies on the proper use of cutting tools. One crucial factor to consider in CNC tooling is the chip load. Chip load refers to the thickness of the material removed by each cutting edge during a single rotation. It plays a significant role in achieving optimal machining results, including surface finish, tool life, and overall productivity.In this article, we will delve into the concept of chip load, its calculation, and its importance in CNC tooling. We will also provide insights and tips on managing chip load for improved machining outcomes.
I. Introduction
CNC tooling involves the use of computer-controlled machines to shape and cut various materials. The efficiency and accuracy of this process heavily rely on factors like tool selection, cutting speed, and feed rate. Among these variables, chip load stands out as a crucial parameter that demands attention.Chip load refers to the thickness of the material removed by each cutting edge during one revolution. It determines the rate at which the cutting tool engages with the workpiece, affecting cutting forces, tool life, and surface finish. Understanding and controlling chip load is vital to ensure efficient machining operations and quality end products.
II. What is Chip Load?
Chip load, also known as the feed per tooth or feed per cutting edge, represents the thickness of the chip formed when the cutting tool engages with the material being machined. It is measured in inches per tooth or millimeters per tooth, depending on the unit system used.In CNC machining, achieving the right chip load is crucial to balance the forces acting on the tool and workpiece. If the chip load is too low, it can lead to rubbing instead of cutting, resulting in poor surface finish and increased tool wear. On the other hand, an excessively high chip load can cause tool breakage, vibration, and suboptimal chip evacuation.
III. Factors Affecting Chip Load
Several factors influence the chip load in CNC machining. Understanding these factors helps in optimizing chip load for specific cutting operations and materials. Some key factors include:Spindle speed
The rotational speed of the spindle affects the chip load. Higher spindle speeds result in smaller chip loads, while lower speeds lead to larger chip loads. Balancing the spindle speed with other variables is crucial for achieving the desired chip load.Feed rate
The feed rate, often measured in inches per minute or millimeters per minute, determines the distance the cutting tool travels in a specific time frame. It affects the chip load as higher feed rates result in larger chip loads and vice versa.Number of flutes on the tool
The number of flutes on a cutting tool influences the chip load. Tools with more flutes distribute the cutting forces across a larger area, resulting in smaller chip loads per tooth.Material being machined
Different materials have varying properties that affect chip formation. Softer materials, like aluminum, typically require higher chip loads for efficient machining, while harder materials, like steel, often require lower chip loads.IV. Calculating Chip Load
Calculating the chip load involves using a simple formula:Chip Load (CL) = Feed Rate (FR) / (Spindle Speed (SS) × Number of Cutting Edges)
To calculate the chip load, you need to know the feed rate, spindle speed, and the number of cutting edges on the tool. By plugging in these values, you can determine the appropriate chip load for a given machining operation.
To illustrate the calculation, let's consider an example. Suppose we have a milling operation with a feed rate of 12 inches per minute, a spindle speed of 1,500 revolutions per minute, and a milling cutter with four cutting edges.
Chip Load (CL) = 12 inches per minute / (1,500 revolutions per minute × 4 cutting edges)
After performing the calculation, the chip load in this scenario would be 0.002 inches per tooth.
V. Importance of Proper Chip Load
Achieving the correct chip load is crucial for several reasons:- Surface Finish: The chip load affects the surface finish of the machined part. A proper chip load minimizes tool deflection, resulting in improved surface quality.
- Tool Life: An optimal chip load ensures balanced cutting forces, reducing tool wear and extending tool life. It prevents excessive rubbing or chattering that can lead to premature tool failure.
- Productivity: Efficient chip evacuation, achieved through proper chip load, enhances overall machining productivity. It reduces the chances of chip recutting and allows for faster material removal rates.
VI. Tips for Managing Chip Load
To effectively manage chip load and optimize CNC machining operations, consider the following tips:- Using the correct cutting tools: Selecting tools with appropriate geometries and coatings for specific materials and cutting operations can significantly impact chip load management.
- Adjusting spindle speed and feed rate: Fine-tuning spindle speed and feed rate allows for precise control over chip load. Experimentation and monitoring of results are essential to find the optimal settings.
- Monitoring tool wear: Regularly inspecting cutting tools for signs of wear and damage helps maintain an accurate chip load. Replacing worn-out tools ensures consistent and reliable machining performance.
- Considering material properties: Each material has unique characteristics that influence chip formation. Understanding these properties and adapting chip load accordingly is vital for successful CNC machining.
VII. Common Mistakes in Chip Load Calculation
While chip load calculation is a straightforward process, some common mistakes can lead to suboptimal results. Avoid the following errors:- Overlooking tool geometry: Failing to consider tool geometry and its impact on chip load can lead to incorrect calculations and poor machining outcomes.
- Ignoring material-specific recommendations: Different materials often have specific chip load recommendations provided by tool manufacturers. Disregarding these guidelines can result in inefficient cutting and reduced tool life.
- Failing to account for machine capabilities: Each CNC machine has its limitations and capabilities. Ignoring these factors can lead to unrealistic chip load expectations, compromising the overall machining process.
VIII. Case Studies and Examples
To further understand chip load optimization, let's examine a few case studies and examples:Case Study 1: Milling Aluminum
In this case, we have a milling operation on aluminum using a two-flute end mill. The feed rate is 10 inches per minute, and the spindle speed is 10,000 revolutions per minute.Chip Load (CL) = 10 inches per minute / (10,000 revolutions per minute × 2 cutting edges)
After calculation, the chip load for this scenario would be 0.0005 inches per tooth.
Case Study 2: Turning Steel
Consider a turning operation on steel using a four-flute carbide insert. The feed rate is 0.006 inches per revolution, and the spindle speed is 1,200 revolutions per minute.Chip Load (CL) = 0.006 inches per revolution / (1,200 revolutions per minute × 4 cutting edges)
The chip load in this case would be 0.0000125 inches per tooth.
By analyzing different case studies and examples, we can observe the impact of various parameters on chip load and the importance of calculating it accurately.
IX. Chip Load and Tool Life
Chip load has a direct relationship with tool life. Proper chip load management can significantly impact the longevity of cutting tools. By ensuring an optimal chip load, you can:- Minimize tool wear and prevent premature tool failure.
- Reduce tool deflection and vibration, improving tool stability.
- Maintain consistent cutting forces, enhancing tool life.
- Maximize productivity by avoiding frequent tool replacements.
X. Conclusion
Chip load plays a vital role in CNC tooling, influencing surface finish, tool life, and overall productivity. Calculating and managing chip load accurately is essential for achieving efficient machining results and maintaining tool longevity.By understanding the factors affecting chip load, using appropriate cutting tools, and considering material properties, you can optimize chip load for specific cutting operations. Continuous monitoring and adjustments help ensure consistent and reliable machining performance.
Remember, proper chip load calculation and optimization contribute to high-quality machined parts, increased productivity, and reduced tooling costs.
XI. FAQs
1. What happens if the chip load is too low? If the chip load is too low, it can lead to rubbing instead of cutting, resulting in poor surface finish, increased tool wear, and potential workpiece damage.2. Can chip load vary for different cutting operations? Yes, chip load can vary based on factors such as the type of cutting operation, material being machined, tool geometry, and desired surface finish.
3. Is chip load the same as feed rate? No, chip load and feed rate are distinct parameters. Chip load refers to the thickness of the chip produced per tooth, while feed rate represents the distance the cutting tool travels in a specific time frame.
4. How often should chip load be adjusted? Chip load should be adjusted whenever there are changes in cutting conditions, such as different materials, tooling, or cutting strategies. Regular monitoring and fine-tuning ensure optimal chip load.
5. What are the consequences of an incorrect chip load? An incorrect chip load can result in poor surface finish, increased tool wear, reduced tool life, decreased productivity, and potential damage to the workpiece or cutting tool
Ready to take your CNC projects to the next level?
Explore our wide range of high-quality CNC tooling at Scarlett Inc. Store today and unleash your creativity with precision and efficiency.
Don’t miss out on the opportunity to enhance your manufacturing process.
Visit our store now and place your order to experience the difference firsthand!
/search
https://scarlettinc.com/what-is-a-fly-cutter/Skip the math: use our free chip load calculator to solve for feed rate, RPM, chip load, or surface speed, with suggested starting ranges by material.